Spot-Mikroschweißen
| Spot-Mikroschweißen |
|
Tragbare kompakte Lichtbogenschweißgerät mit einem Fernschweißpistole für rostfreien Stahlblech Schweißen und eine normale Dicke von 0,08 ... 0,15 mm bis massive Stahlteile, und zum Verbinden von Stahlschweißdrahtdurchmesser bis 0,3 mm. Es kann in vielen Bereichen der Wirtschaft zum Beispiel verwendet werden, bei der Herstellung von Thermoelemente, für die Metall DMS-Sensoren zum Schweißen auf eine Stahlfolie vorgeklebt und in vielen anderen Fällen. Das Aussehen der Schweißmaschine wird in der 3. c gezeigt. tabs (oben). Antriebseinheit Gewicht des Gerätes - etwa 8 kg-225h135H120 Dimensionen mm. Wie aus dem Schaltbild (Abbildung 1) ersichtlich ist, wobei die Vorrichtung besteht aus zwei Hauptkomponenten: ein elektronisches Relais SCR V9 und leistungsstarke Schweißtransformator T2. Abb.1 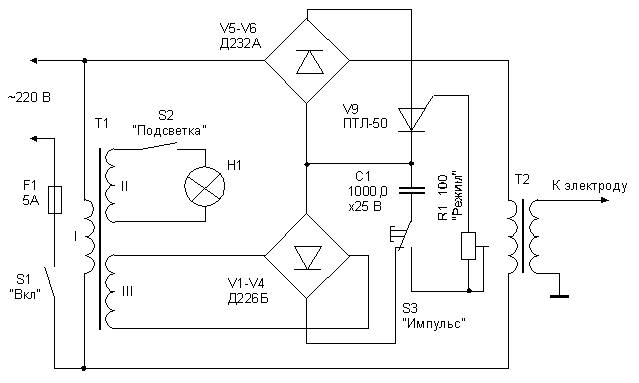 Um eine der Schlussfolgerungen seiner Niederspannungssekundär an die Schweißelektrode verbunden Wicklung, ist der zweite Anschluss fest verbunden mit dem massiveren der beiden Teile geschweißt werden. Netzwerk Wicklung des Schweißtransformators verbunden ist, mit einem Netzwerk über eine Diodenbrücke V5-V8, die in der diagonalen SCR V9 elektronische Relais enthalten ist. Die Low-Power-Hilfstransformator T1 speist die SCR-Steuerkreis (Spule ///) und Beleuchtungslampe HALLO Schweiß (Wicklung //). Die Vorrichtung arbeitet wie folgt. Mit der Schließung der Schaltkontakte S1 auf "On". Versorgungsspannung von 220 V wird an die Primär geliefert des Transformators T1 SCR Steuereinheit Wicklung. Kondensator C1 ist über die geschlossenen Kontakte des Schalters S3 "Impulse" mit dem Brückengleichrichter V1-V4, geladen ist. Die Primärwicklung des Schweißtransformators T2 entregt, so V9 GT-R geschlossen ist. Mit einem Klick auf den Button Schalter geladen S3 Kondensator C1 mit der Steuerelektrode des SCR V9 durch variablen Widerstand R1 verbunden ist. Kondensatorentladungsstrom SCR öffnet und die Netzspannung an die Primärwicklung des Schweißtransformators T2 geliefert. Wenn der Sekundärseite des Schweißtransformators Wicklung mit den geschweißten Teilen verbunden ist, dann ergibt sich ein leistungsfähiges Stromimpuls, der eine starke Erwärmung des Metalls bewirkt und den Kontaktpunkt der Schweißelektrode. Dauer Stromimpuls hängt von den Parametern der Zeitschaltung R1C1. Wenn Konfessionen Elemente Zweck, die in dem Schema angegeben, beträgt die maximale Impulsdauer tp (ohne internen Widerstand SCR) auf 0,1 etwa gleich groß. Während dieser Zeit kann der Sekundärstrom erreichen 300 ... 350 A. Diese recht für einen robust genug ist verschweißenden die massive Konstruktion der Teile der Folie auf eine Dicke von 0,15 mm, beispielsweise aus Edelstahl 1H18N10T. Schicken Sie das Gerät in seinen ursprünglichen Zustand findet am Ende der Entladung des Kondensators C1 nehmen. Optimale Schweißbedingungen Trimmer R1 "Mode". Strukturell ist die Schweißmaschine besteht aus zwei Teilen: einer Leistungseinheit und einer Schweißzange, die über ein flexibles Kabel Mehrkontaktverbinder miteinander verbunden sind. Auf der Leistungseinheit angeordnet Chassis fast alle Elemente der Vorrichtung. Die Gestaltung des Fahrgestells und der Hauptabmessungen sind im Mauerwerk gezeigt. Abb.2. Das Gehäuse der Antriebseinheit 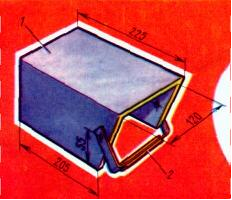 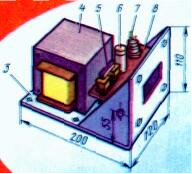 Abbildung 3. Die Konstruktion der Antriebseinheit Basierend auf dem Chassis eingesetzt 3 Schweißtransformator 4 und eine Halterung mit Dioden V1-V8. Um die Vorderseite des Gehäuses mit dem Hilfs Trafo-Konsole 8 darauf 5 angebracht angebracht ist, wird der Kondensator 6 und SCR 7. Die Frontplatte montiert ist ein Teil des Verbinders (in einem rechteckigen Loch) Anschlusskabel, Schalter AC-Modus Widerstandsnetzwerk, Peitsche des Netzkabelanschluss und Klemmverbindung von -Mehr festen Schweißteile. Das Gehäuse 1 ist aus Duraluminium 2,5 mm dick und mit einem Handgriff 2 zu tragen. Vorrichtung Schweißpistole gezeigt. Figur 4. Das Gerät Schweißpistole 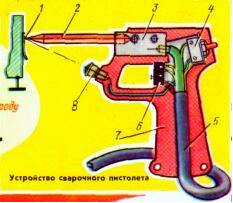 Pistolengehäuse 7 ist in Form von zwei identischen Formteilen gemahlenem PCB Blatt 12 mm dick. Der Gehäusehalter 3 montiert Schweißelektrode 2. Beleuchtungslampe 8 Taste mit Druckknopfschalter 4 "Beleuchtung", Mikroschalter 6 "Impulse". Anschlusskabel 5 ist dvadtsatichetyrehprovodny flexibles Kabel in der Gummi-Isolierung Außendurchmesser von 11 mm und einem Querschnitt von jeweils 0,75 mm im Quadrat. Fünf Kabeldrähte verwendet, um den Mikroschalter und die Hintergrundbeleuchtung zu verbinden, und die restlichen neunzehn verlötet direkt an dem Elektrodenhalter 3. Der Halter besteht aus einem Kupferstab mit rechteckigem oder quadratischem Querschnitt. 2 ist eine Kupferelektrodenstab 8 mm im Durchmesser. Die Elektrode sollte sicher in der Halterung befestigt werden. Zugleich muß es der Veränderung der Elektrode fähig sein. Für das Schweißen Elektrodenfolie Stachel geschärft Kegel in die Kugel mit einem Durchmesser vorbei 1 ... 1,5 mm. Für Schweißdrahtelektrode mit einer flachen Arbeits Hochländer angewendet. die Pistole Montage beginnt mit dem Kabel zu schneiden. Nineteen getrimmt sorgfältig Leiter-Kabel, miteinander verdrillt verantwortlich für das Öffnen und 3 an den Elektrodenhalter abgedichtet. Die restlichen fünf Drähte werden auf Länge geschnitten und verlötet mit dem Mikroschalter 6 und 8, die Hintergrundbeleuchtung Lampe. Das andere Ende der Kabelanlage im Einsatz Stecker Typ A Stecker auf 20-polig (Kabeldesign finden. Registerkarte Bild). Die Waffe verwendet Mikro MPZ-1T, Hintergrundbeleuchtung SM-34 auf 6 V, 0,25 A mit Zubehör mit einem kleinen Objektiv ausgestattet, die Hintergrundbeleuchtung Taste - von der Schreibtischlampe. Auf der Vorderseite des Chassis-Leistungseinheit montiert Gegenstecker des Kabelsteckers. Fünf entsprechenden Verbinderkontakte sind an bestimmte Schaltungen der Vorrichtung verbunden, und die andere parallel verbunden ist, und verbunden mit einem Anschluß der Sekundärseite des Schweißtransformators Wicklung. Abbildung 5. Das Aussehen der Einheit 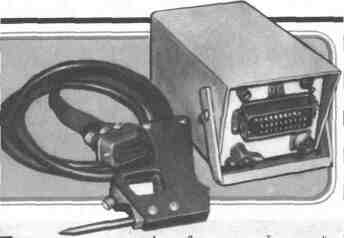 Der Magnetkern des Transformators S40 Verstärkung von Platten, Dicke von 70 mm festgelegt. Die Primärwicklung enthält 300 Drahtwindungen SEW-2 0,8. Die Sekundärwicklung dieses Transformators besteht aus 10 Windungen aus isoliertem Draht oder Bus-Abschnitt ist nicht weniger als 20 mm² (Bau in dieser Spule beschrieben wird von zwei mehradrigen Leiter 4 mm Durchmesser hergestellt, zu einem Zeitpunkt aufgewickelt). Der gleiche Abschnitt werden als "Boden" Draht die Sekundärwicklung zu verbinden. Seine Länge sollte nicht mehr 2 ... 2,5 m zu wählen. Der Transformator T1 kann eine beliebige sein, die die Sekundärwicklungen der Spannungs 8 ... 10 V (zum Aufladen des Kondensators C1) und 3 ... 6 V (für die Lampenleistung) liefert . Dieser Entwurf wurde von dem Transformator Magnetkern Kindereisenbahn (Querschnitt 10x10, L-förmige Platte) verwendet. Er stellte ein Wickelnetz / enthält 8000 SEW-2 0,08 Drahtwindungen, Wickel // - 330 Drahtwindungen SEW-2 0,3 und /// Wicklung - 350 Drahtwindungen SEW-2 0.2. Klemme verbindbar mit dem unteren (im Schema) die Rücknahme der Sekundärseite des Transformators T2 Wicklung ohne die isolierenden Abstandshalter auf einem Chassis montiert. Bei der Herstellung von Transformatoren ist daran zu erinnern, dass die Qualität der Isolierung von Wicklungen auf der Sicherheit hängt mit dem Gerät zu arbeiten. Daher auf dem primären (Netzwerk) der Wicklungen von Transformatoren sollte mit Paraffin imprägniert mindestens 4-6 Schichten lackierten Tuch oder Papier anwendbar. Die Schweißmaschine verwendet Trimmer PPV-11, K50-3 Kondensatornetzschalter TP1-2. Es sei darauf hingewiesen, dass die Verwendung von SCR-50 PTL ausschließlich auf dem Wunsch, eine hohe Zuverlässigkeit der Maschine und einen störungsfreien Betrieb in rauen Umgebungen zu gewährleisten und bei hohen Netzspannungsschwankung. Mit einigen Verschlechterung in der Qualität der Schweißmaschine SCRs KU202 Serie mit Indizes verwendet werden können, K, L, M oder N. Es ist notwendig, den Widerstand des Widerstands R1 auf 50 Ohm zu verringern, und die Kapazität des Kondensators C1 zu verdoppeln. Richtig montierte Einheit beginnt sofort mit der Arbeit, ohne Anpassung. Die Qualität der Schweißnaht (Punkt) wird wie folgt geprüft. Stahlfolienband Breite 10 ... 12 mm in die freie geschweißt von Skala Oberfläche des Stahlstange mit drei bis fünf Punkte, und dann mit einer Zange abreißen. Die Schweißpunkte auf der Folie darf Lochdurchmesser von 0,5 ... 0,8 mm bleiben, die anzeigt, dass kein Spalt an der Schweißstelle auftritt und um ihn herum. Wenn die Folie an der Schweißnaht ab, wird der Schweißstrom Trimmer "Mode" ausgewählt. Bei der Auswahl des aktuellen zu prüfen, dass die Nahtqualität mit zunehmendem Druck auf der Elektrode verschlechtert. Es sollte auch beachtet werden, dass die Referenzdaten Gleichspannung, die an die Steuerelektrode des SCR PTL-50 für die Öffnung zugeführt werden muss, jedoch auf 8 V gleich ist, wird die Schweißqualität erheblich verbessert, wenn diese Spannung auf 12 erhöht ... 15 V (der Spannung des geladenen Kondensators C1). Das Verfahren für das Gerät verwenden. In erster Linie, "geerdet" Schweißgerät Gehäuse und Konstruktion, auf die es notwendig ist, um das Teil zu verschweißen. Das Arbeiten mit einem Schweißgerät muss Gummischutzhandschuhe zu tragen und auf einer Gummimatte stehen. Umfassen Vorrichtung ist an dem Schweißteil Design aufgebracht und fest gegen die Elektrodenspitze der Schweißzange an der Stelle gedrückt, wo es erforderlich ist, den Punkt der Schweißnaht zu erhalten. Klicken Sie auf den "Trigger" die Pistole (auf den Knopf des Mikroschalters), in 1 ... 1,5 die Waffe von den Details zu entfernen und einen Dorn zum nächsten Punkt gesetzt. In den Fällen, wo es notwendig ist, eine Hintergrundbeleuchtung enthält. Wenn die Maschine in der Produktion davon verwendet, muss von der örtlichen Kommission für Sicherheit angenommen werden. Abschließend sei darauf hingewiesen, dass die Gerätefunktionen kann erheblich verlängert werden. Falls verwendet, beispielsweise eine Graphitelektrode verkupferten Durchmesser von 6 ... 8 mm, kann verzinnten Kupferdrähten von 0,3 mm Durchmesser verschweißt werden. Sehr gut sind solche Leiter an jedem verzinnten geschweißt und versilberte Teile sowie die Kupferfolie unverzinnt. Es ist möglich, beispielsweise ohne Anwendung von Flußmittel auf die Leiterplatte dünnen Folienleiter zu verschweißen. Gute Ergebnisse werden durch Schweißen eines sehr dünnen Folien aus Kupferfolie erhalten. In diesem Fall ist es notwendig, die Länge empirisch und bilden eine Graphitelektrodenspitze zu wählen. Wenn Sie Teile zu verschweißen aus dickerem Blech müssen, müssen Schweißtransformator leistungsfähigere ersetzt werden. Beispielsweise für die Stahlblechdicken Verbindung 0,5 ... 0,7 mm erfordert eine Übertrager-Magnetschaltungsabschnitt nicht weniger als 65 ... 70 sq.cm. Die Primärseite des Transformators Wicklungen 160-165 pETV Drahtdurchmesser von 1,62 enthalten muss ... 1,7 mm, und die Sekundär - 4,5 Kupfer Busschleife Schnitt von mindestens 90 Quadratmillimeter (pro 1400 ... Schweißstrom 1800 A). Elektrodendurchmesser sollte auf 18 ... 20 mm erhöht werden. In der Primärwicklung des Transformators, wenn der Schweißstromimpulsströme von etwa 45 A. Daher V5-V8-Dioden durch leistungsfähigere, wie Overhead-50 ersetzt werden müssen. V9 SCR auch für Gleichstrom ausgelegt werden sollte, ist nicht weniger als 50 A. Erfahrung zeigt jedoch, dass für das Schweißen von Stahlbleche mit einer Dicke von bis zu 0,5 ... 0,7 mm zulässig zu verwenden SCR PTL-50 ohne zusätzlichen Heizkörper, weil der Schweiß die Dynamik ist sehr kurz. Um sicherzustellen, den Nennbetrieb, wenn Metalle mit unterschiedlichen Dicken (0,08-0,7 mm) in der Vorrichtung notwendig ist, um eine bessere Steuerung des Schweißstroms Schweiß. Die zweckmäßigste C1 anstelle des Kondensators einen Satz von drei Kondensatoren von 1000 uF jeder Schalter oder in Serie geschaltet (für dünne Bleche) oder parallel zu verwenden. |

Kommentare
Kommentar nicht vergessen , dass der Inhalt und der Ton Ihrer Nachrichten , die Gefühle von echten Menschen verletzen können, Respekt und Toleranz gegenüber seinen Gesprächspartnern, auch wenn Sie Ihr Verhalten in Bezug auf die Meinungsfreiheit ihre Meinung nicht teilen, und die Anonymität des Internets, ändert sich nicht nur virtuell, sondern realen Welt. Alle Kommentare werden aus dem Index, Spam - Kontrolle versteckt.