| Teil Heim
Produktion, Amateur Funkamateur Modellflugzeuge, Raketen- Nützlich, unterhaltsam |
Stealth - Master
Elektronik Physik der Technik Erfindung |
Raum Geheimnis
Erde Mysteries Secrets of the Ocean List Kartenausschnitt |
  |
| Verwendung des Materials ist für die Referenz (für Websites - Hyperlinks) zulässig | |||
Gießtechnik METALL AT HOME
![]()
Siehe auch: |
Produzieren kleines Detail eher ungekünstelt Form von Schmelznichteisen-Metalle und Legierungen (Zinn, Kupfer, Aluminium, Zink, Blei, Messing) in der Heimat unter der Kraft eines jeden Bastler.
Betrachten Formfertigungstechnologie. Die Form in den Formkasten erstellt wird, aus grobem Pension (für einen Lieblings Kontakt mit einem Form Masse) auch genannt der Kolben. Abmessungen des Kolbens sollte etwa 1,5-fache der Größe der Details sein. (. Abbildung 1) Kolben besteht aus einem Paar von Teilen: der Boden (Unterkasten) und obere (frame-Paar mit drei Traversen in der Mitte). Für eine feste Verbindung der beiden Elemente des Kolbens auf die Box Schlösser, nur auf dem Rahmen vertiefen.
die Erde Forming besteht aus 75% reinem kleinen Sand, 20% Ton und 5% Kohlenstaub - Teilchen. Alle Komponenten sollten gründlich bis glatt gemischt werden.
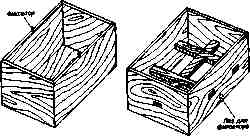
Fig. 1 Flasche
Das Modell für die Herstellung von Formen können als die Einheit selbst, sowie ein Sondermodell, der Protokolle oder einem anderen Material dienen. Wenn das Modell bereits Last an einigen Stellen bildet das Element (zum Beispiel die Autotür Schlossfalle), ausgelöst Räumlichkeiten Füllstofferhöhung (vorzugsweise Epoxy) bis zur Größe des neuen Teils. Nach dem Erstarren entstanden füllte sich der Raum mit einer Datei und geschliffen behandelt wird.
Wenn der untere Teil des Kolbens bildende Boden gegossen Formen und es leicht eingestampft. Modell Graphitpulver oder Talkumpuder, wie es in den Boden um die Hälfte gedrückt wird. Legen Sie das Modell so, dass die Laschen und andere Elemente der es leicht aus der Form entfernt werden kann und es nicht zu zerstören. Erde in einer Box wieder mit Talkumpuder oder Graphit, desto geringer ist der Anteil des oberen Kolben Satz bestreut, die Kombination von Clips mit Löchern. Die unverantwortliche Elemente der Zukunft geben Details konischen Stopfen Teil einer breit angelegten nach oben , das Tor zu bilden, durch die das geschmolzene Metall in die Form gegossen werden (Abb. 2). Danach goss der Kolben mit dem überschüssigen Boden geformt und es gut gestampft. Dann entfernt sehr vorsichtig den Korken am Tor, mit einem spitzen Gegenstand die obere Bruchteil der Form entfernen, wie das Modell aus dem Boden entfernt wird. In beiden Teilen der Form muss Vertiefung sein, dass genau die Form des Teils reflektieren. andere Zeiten haben mit dem Modell dünnen elastischen Messer, das Entfernen überschüssigen Form die Erde oder umgekehrt, und fügte hinzu er in Form des Raumes zu basteln, wo sie auf das Modell fest und zog mit ihr zusammen. Wenn das Element länger ist, in einem Ende zufrieden Tor, nur ein Freund, ein Loch ähnlich Gating bilden, sondern dient Luft aus der Form hergestellt zu entfernen sie mit geschmolzenem Metall gefüllt wird. die beiden Formhälften nach dem Trocknen werden sie ebenfalls komprimiert, niemals den Spalt zwischen den oberen und unteren Abschnitten links verbunden. Das Ergebnis ist eine Art von Ready-to-Fill-Metall.
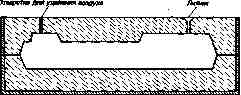
Fig. 2 Metal Forming
Schmelzen des Metalls in einem Stahl- oder Gusseisenbehälter mit einer Düse, durch die das geschmolzene Metall in die Angussloch Formen gegossen. Da der Ofen ein kleines Horn verwendet oder Muffelofen.
Beim Schmelzen Burnout Metall Zinkmetall in Geräte über zweckmäßig gießen eine Schicht aus Holzkohle zu verhindern.
Nach 4-5 min wird das geschmolzene Metall in dem Ofen gehalten , für die maximale warm. Dieser Vorgang trägt zur qualitativen Ausfüllen von Formularen in dünnen Bereichen. Geschmolzenes Metall wird in die Form gegossen muss kontinuierlich sein, aber dünner Strom, die Erosionsformen nicht geschieht.
Nach dem Abkühlen der metallgefüllte Form auseinanderziehen und das fertige Teil wird entfernt. Produkte mit diesem Verfahren hergestellt, als ob die Situation, eine raue Oberfläche haben müssen auch extra feine Finish.
Betrachten wir nun Technologie komplexer als die vorherigen Gießen, sondern ermöglicht es Ihnen, qualitativ hochwertige Produkte und Präzision zu erwerben. Diese Technologie hat die Fähigkeit, alienates Hausbekleidung komplexe Formen, Skulpturen, Reliefs zu werfen und so weiter.
Das Modell des zukünftigen Produkts aus Wachs, Paraffin oder anderen niedrigschmelzenden Material, dann zaformovyvayut es in einem einteiligen feuerfesten Masse. Mit leichtem Erwärmen oder sogar kochendem Wasser, Wachsmodell aus der Form durch die Öffnung (future gate) geschmolzen, was nur in das geschmolzene Metall gegossen wird, zu formen. Sorgfältige dieses Werkzeug Gestaltung ermöglicht es Ihnen, die kleinste Elemente des Produktmodells zu wiederholen.
PRODUKTION
Das verwendete Material um das Modell zu erstellen, wird gezwungen , einen Schmelzpunkt im Bereich von 50-90 Grad besitzen. und eine Dichte geringer als die Dichte von Wasser, ist es frei, an die Oberfläche zu Pop-up während des Modells zu schmelzen. Dies geschieht am besten passt die Bedürfnisse von Bienenwachs, eine Legierung aus den gleichen Elementen wie Stearin Wachs Prothese "Wachsbasen", "Knetwachs", "Wachsklammer Werke Wachsen."
Wenn Sie die genaue Form, wie zum Beispiel eine Schlüssel komplexe Konfiguration besitzen wollen, indem der erste der ursprünglichen Gipsform hergestellt wird, nur um sie in Wachsmodell gegossen zu haben.
Das Verfahren zur Herstellung eines Wachsmodells geringfügig von der Herstellung von Gussteilen zu schaffen. Nur einzige Unterschied besteht darin, dass für Gips Gießen nicht Kolben benötigen, kann es mit einer geeigneter Größe Karton ersetzt werden.
Die Reihenfolge der ein kleines Wachsmodell der Herstellung ist wie folgt. Gips wird auf die Konsistenz von flüssiger Sahne verdünnt nach unten, goss es in die Box weiter, aber er hat es nicht fassen, es gedrückt wird , das ursprüngliche Modell auf die Hälfte davon die Höhe (Abb. 3). Ursprüngliche vorbeschichtet mit einer dünnen Schicht Vaseline. Direkt im Putz an den Rändern der Box ist die Hälfte der Länge der beiden Partien gedrückt, die die Funktion der Klemmen wird ausführen. Nach dem Aushärten der Oberfläche Gips, aber ähnliche vorstehenden Elemente passt gleichmäßig Klammern Abdeckung mit einer dünnen Schicht Vaseline und frischen Gipslösung, die obere Teil der Box zu gießen. Bevor die oberen Elemente des Modells Gießen in seinen Außenbezirken legte eine Metalleinlage aus dickem Draht oder Nagellöcher für die Ausbildung des Läufers. Nach dem Aushärten von oben Anteil an der Unterseite freistehende Gips mit einem dünnen Messer, entfernen Sie das Original und die Angusseinsatz, befestigen Sie die oberen Elemente Eingussloch verjüngen (der Einfachheit halber in Gusswachs), verbinden die beiden Hälften der Form, auf den Match-Schlösser, enge Squeeze konzentriert. Als Ergebnis haben wir ein Formular bereit für Wachsmodell. Das geschmolzene Wachs Masse wird durch die Angussloch in Form gegossen und vorsichtig entfernt nach dem Abkühlen. Wenn das Produkt in der Form unregelmäßig und hat eine beeindruckende Anzahl von Vorsprüngen, zusammen mit dem Angussloch bilden einen oder mehrere feine Löcher für das Entweichen von Luft durch das geschmolzene Wachs verschoben. Mit den Überresten des fertigen Modells des Tores wurde sorgfältig und vozduhovyvodyaschih Kanäle entfernt, aber ähnliche Grate.
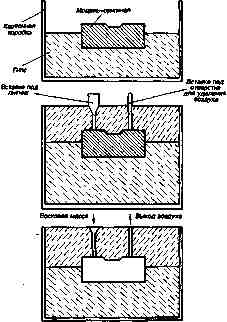
Fig. 3. Die Reihenfolge Wachsmodelle machen
Formenherstellung
Das fertige Wachsmodell wird in flammgeschützten Form geformt, aber bevor diese an das Gate Muster aus Wachs angebracht. Die Formmasse, die Wachsmodell zum Gießen von Aluminiumprodukten und Schmelz Bronzen gegossen wird , besteht aus den folgenden Komponenten (in Gewichtsteilen) (Fusion Temperatur von 860-880 Grad.):
| 1. Zusammensetzung | Gypsum ........................ 1 Talc ...................... 2 Mel ........................ 2 |
| 2. Zusammensetzung | Sand (klein) ... 1 Gypsum ......................... 1 |
| Dritte Zusammensetzung | Sand (klein) 2 ...... Gypsum ................... 1 Silica ......... 3 |
Medizinische Industrie produziert Kompositionen "Silaur ST" und "Silaur 9", die in hochwertigen Gips und Kieselsäure kommen. Diese Präparate mozhnos vorteilhaft als Formsand verwendet.
Die Formmasse wird mit Wasser verdünnt Zustand später smetanopodobnogo, dass es vollständig das Wachsmodell gießen. Dazu Boden gießen Schiff kleine Anzahl von Massen auf sie gründlich Wachsmuster füllen auch nach und nach Masse um das Modell montiert, das Fehlen von Luftblasen zu steuern. Die vollständige Aushärtung wird in 40-60 Minuten bilden.
Wenn das Produkt soll sich von einem Metall oder einer Legierung mit einem Schmelzpunkt von mehr als 880 Grad gegossen werden. Wurde ein Wachsmodell flammhemmende Schicht der Beschichtung (Schichtdicke ca. 1 mm) vorbehandelt, dann nur in der Formmasse zu füllen hat.
Als flammhemmendes wash ratsam Tools verwenden "Silamin" und "formale", die von der medizinischen Industrie hergestellt werden . Die Struktur von "The Power of Mine" kommen Magnesit Pulver, Quarzsand, sowie Ethylsilicatlösung Härter - eine Wasserglaslösung. "Formals" besteht aus pulverisierten Quarz als Ethylsilikat hergestellt. Bei nicht diese Mittel Wachsmodell mit mozhnoobrabotat eine Mischung aus Talkum und eine wässrige Lösung von Natriumsilikat (Wasserglas 1 Teil Wasser und 3 Elemente). Beschichtet mit einer Mischung aus Wachsmodell mit Quarzsand bestreut, dann erneut beschichtet mit einer Mischung auch mit Sand bestreut. Die gesamte Operation wurde 4-5 - mal wiederholt. Wenn das geformte Produkt groß genug zusätzlich ist, so große Kapazität des geschmolzenen Metalls in die Form gegossen wird , ist es notwendig , 6-7 Schichten von hausgemachten Schlichte aufzubringen. Nachdem die Beschichtung trocken ist , wenn das Modell wurden 2 Minuten lang in einer wässrigen Lösung (18-20%), Ammoniak (Ammoniak) zur Befestigung eingetaucht. Es schmilzt jetzt Wachsmodell aus der Form durch die ausgehärtete formbare Gemisch gebildet. Am häufigsten werden die Form nur in Wasser gekocht. Sprue Loch sollte im Wasser das geschmolzene Wachs getaucht an der Spitze der Formelemente frei ausgehen könnte und schwimmen auf der Wasseroberfläche. Wenn das Formteil eine komplexe Oberfläche hat, dann in den Prozess des Kochens ist notwendig, um wiederholt das ausgefüllte Formular drehen ihr Wachs loszuwerden. Nach dem Entfernen der Wachsmasse in dem Formhohlraum wie ein relevantes Modell gebildet. Bevor die Metallform gießen müssen in einem Muffelofen oder Herd kalziniert werden. Zunächst heizen Sie den Backofen auf 550 bis 600 Grad. Und dann legte sie Form wie die Temperatur auf 900 Grad erhöht wurde. . Bei dieser Temperatur dauert Annealing 2-4 Stunden (abhängig von der Form der Masse).
Nach der Calcinierung wird die Form auf Raumtemperatur abgekühlt, wenn es gegossen wird, oder Aluminiumlegierungen gegossen. Wenn die Messing oder Bronze gegossen wird, wird die Form abgekühlt , nur auf nur 500 Grad. . Edelstahl wird in eine Form gegossen , um eine Temperatur von 850 ° aufweist. .
Füllmetall
In einer relativ beeindruckende Form fließt das geschmolzene Metall in die Tat unter seinem eigenen Gewicht und zwang Luft dort angesiedelt. Aber wenn das Gußstück geringe Größe hat, kann eine gute Qualität der Produkte nicht erreicht werden, da, wenn die Atmosphäre erlaubt nicht das flüssige Metall all des Formhohlraums zu füllen. Um diese Schwierigkeit zu überwinden, indem die Form in der Zentrifuge manuell platzieren. Fliehkraft unterstützt zu verdrängen die Atmosphäre verfremdet auch Gelegenheit Metall vollständig alle Formen der Leere zu füllen. Doch diese Operation müssen Sie schnell, aber das Metall in einem geschmolzenen Zustand.
Das fertige Gussteil aus der Form wird durch die Zerstörung des Gießen entfernt. Dann entfernen Sie die mechanische Strecke Läufer und Kanäle zur Abgabe von Atmosphäre (falls vorhanden). Falls erforderlich, wird das fertige Produkt ein kosmetisches Finish unterworfen.
![]()

Kommentare
im Auge kommentierte halten , dass der Inhalt und der Ton Ihrer Nachrichten , die Gefühle von echten Menschen verletzen können, Respekt und Toleranz gegenüber seinen Gesprächspartnern, auch wenn Sie Ihr Verhalten in Bezug auf die Meinungsfreiheit und die Anonymität des Internets, ändert ihre Meinung nicht teilen, nicht nur virtuell, sondern realen Welt. Alle Kommentare werden aus dem Index, Spam - Kontrolle versteckt.